Emenice klínových řemenů
Hlavní součástí řemenového pohonu jsou řemenové řemenice, jednoduše nazývané klínové řemenice. Hlavním standardem normalizujícím řemenice pro jednotlivé řemeny je mezinárodní norma ISO 4183.
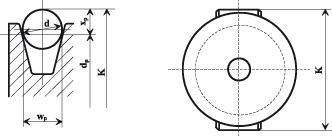
Klínové řemenice pro úzké klínové řemeny jsou zároveň vhodné pro klasické řemeny, které mají stejnou šířku rozteče 1p, proto je z hlediska racionalizace pohonů s klínovými řemeny pro řemeny s průřezy Z, A, B, C stejné. řemenice by měly být použity jako u řemenů SPZ, SPA, SPB, SPC. Tyto pásy mají pro danou hodnotu průřezu stejnou dělící šířku, úhel a a liší se pouze výškou (obr. 4.1 a, b). Pravidla pro správný výběr řemenice na str. 8, p.v.
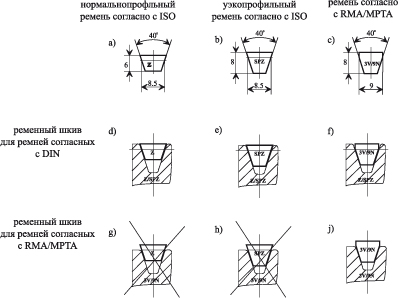
Rýže. 4.1. Rozdíly v parametrech řemenů a klínových řemenic dle DIN a MRTA.
Řemeny dle RMA/MPTA o průřezu 3V/9N a 5V/15N mohou bez problémů fungovat v řemenicích řemenů SPZ – Z/10 a SPB – B/17. Tyto řemeny nelze uvést do rotace bez úpravy profilu drážky, protože horní šířka drážek amerických řemenic je menší než jejich ekvivalenty ISO. Z tohoto důvodu jsou úzké klínové řemeny SPZ nebo SPB zničeny o 2/3 výšky boků řemene, čímž se snižuje jejich životnost. (obr. 4.1.e;g).
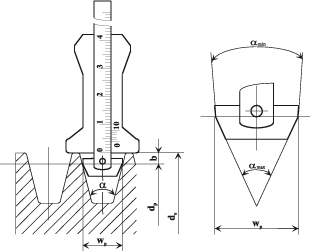
Úzký řemen SPB „Stomil Sanok“ SA může díky vhodně tvarovanému průřezu pracovat v řemenicích pro řemeny 5 V/15N.
Rýže. 4.2. Řemenice pro jednotlivé řemeny
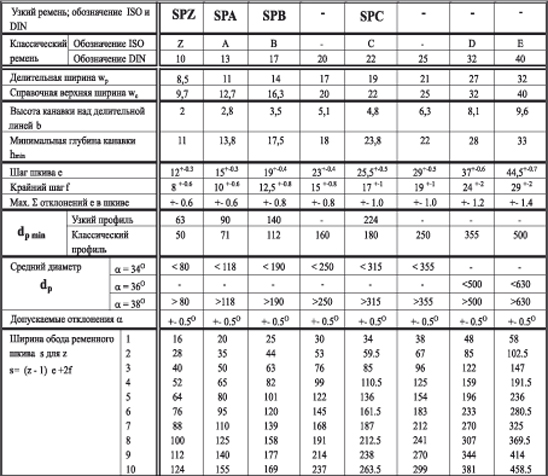
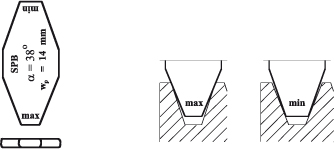
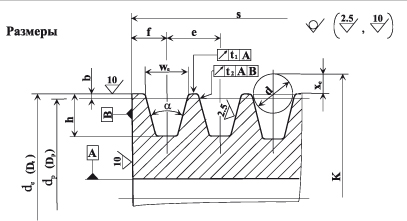
Tabulka 4.1. Rozměry klínových řemenic pro úzké a klasické řemeny.
Rozměry v milimetrech
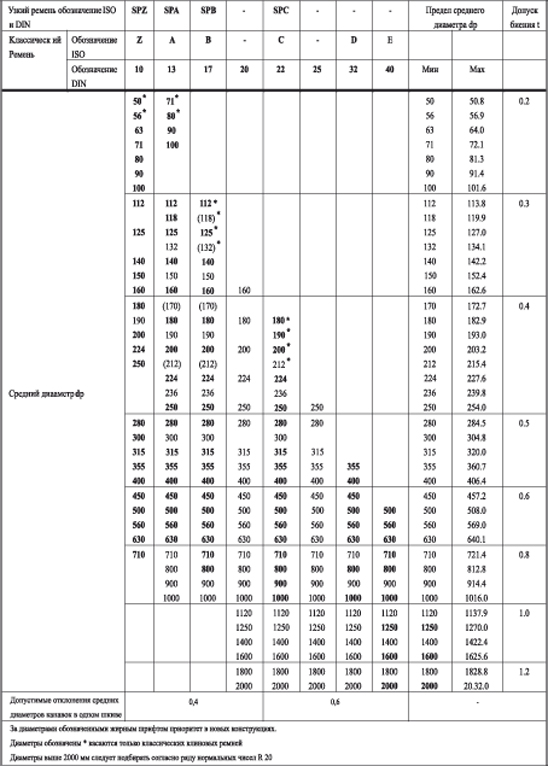
Tabulka 4.2. Doporučené průměry klínových řemenic a jejich tolerance
Rozměry v milimetrech
Měření geometrických veličin
A) Měření průměrného průměru
— Měření se provádí pomocí válcových měrek o průměru d podle vzorku podle Obr. 4.3.
Rýže. 4.3. Měření středního průměru pomocí válcových mír. Změří se hodnota K. Vypočte se střední průměr dp: dp = K-2xp
Tabulka 4.3. Měření hodnot klínových řemenic pro jednotlivce
Rozměry v milimetrech
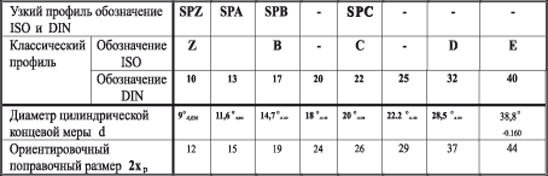
U řemenic s obrobenou vnější válcovou plochou a velkým průměrem můžete místo měření pomocí válcových měrek změřit vnější průměr de, pomocí hloubkoměru změřit rozměr b podle obr. 4.4 a vypočítat efektivní průměr. dpi
Rýže. 4.4. Hloubkoměr pro měření velikosti b
B) Kontrola vyrovnání středních průměrů.
Kontrola se provádí hloubkoměrem podle Obr. 4.4. Rozměr b se měří po celém obvodu každé drážky.
C) Kontrola úhlu profilu drážky (kontury).
Úhel profilu drážky se měří pomocí diferenčního měřidla podle Obr. 4.5.
Rýže. 4.5. Ráže (ukazatel) úhlu profilu drážky
4.2. Klínové řemenice pro spojené řemeny
Řemenice pro úzkoprofilové kloubové řemeny jsou normalizovány podle ISO 5290 a pro klasické kloubové řemeny podle ISO 5291
Mezinárodní norma ISO definuje efektivní (horní) jmenovitou šířku drážky řemenice we jako základní hodnotu pro standardizaci drážky řemenice a souvisejících klínových řemenů. Efektivní šířka drážky je největší šířka drážky měřená na rovných stěnách drážky. U všech měřicích kladek a většiny sériově vyráběných ovládacích kladek se tento koncept vztahuje na skutečnou horní šířku drážky. Poloha roztečného průměru dp (efektivní) je uvedena pouze jako přibližná hodnota. Pro výpočet velikosti a přenosového výkonu se bere průměrný efektivní (vnější) průměr řemenice. Minimální vypočítané rozdíly v převodovém poměru a frekvenci otáčení nemají význam.
Obecná pravidla týkající se řemenic jsou na straně 8, p.v.
Připojené řemeny mohou pracovat pouze na řemenicích vyrobených podle rozměrů v tabulce. 4.4.
Nelze použít spojené řemeny na řemenicích pro řemenové bloky, protože velikosti těchto řemenic se navzájem liší (srovnej tabulky 4.1 a 4.4).
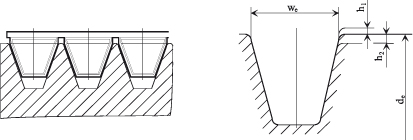
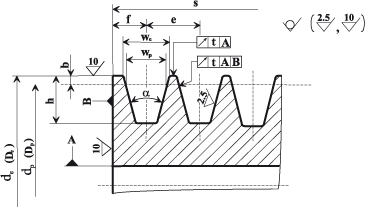
Rýže. 4.6. Odchylky hloubky drážky vzhledem k efektivnímu průměru.
Hodnoty 5hj a 5h2 jsou voleny tak, aby vnější průměr kladky nepřišel do kontaktu se spojovací páskou (spojovací páska se může odlepovat od řemenů) a zároveň zaručovala hloubku drážky, která zajišťuje dobrý přenos síly.
Rýže. 4.7. Řemenice pro spojené řemeny
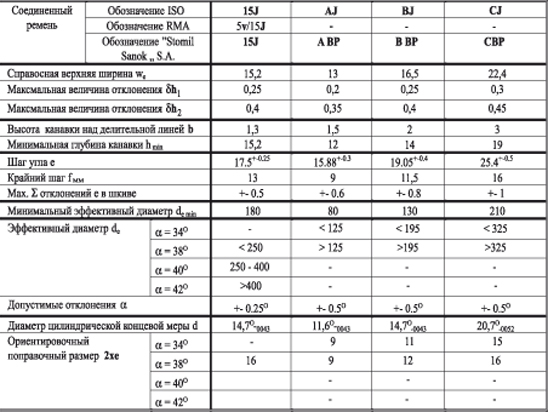
Tabulka 4.4. Rozměry klínových řemenic pro spojované řemeny.
Rozměry v milimetrech
Měření geometrických rozměrů kladky se provádí stejně jako u řemenových kladek pro úzké a klasické řemeny.

Jmenovité vypočítané průměry kladek d p , mm:
50; (53); 56; (60); 63; (67); 71; (75); 80; (85); 90; (95); 100; (106); 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620); 630; (670); 710; (750); 800; (850); 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900); 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550); (3750); (4000) mm.
PoznámkaRozměry uvedené v závorkách se používají v technicky odůvodněných případech.
Minimální konstrukční průměr menší převodové kladky, mm
Tabulka 1 ukazuje minimální konstrukční průměry řemenic pro klínové řemeny různých průřezů. Zmenšení průměrů oproti průměrům uvedeným v tabulce je nepřijatelné, protože to povede k rychlému selhání řemene.
![]()
Rozměry drážek řemenic klínových řemenů
Tabulka 2 ukazuje rozměry potřebné pro výrobu drážek pro klínové řemenice. Úhel α klínu drážky závisí na vypočítaném průměru a pohybuje se od 34 (pro řemenice malého průměru pro řemeny průřezů Z, A, B) do 40 (pro řemenice velkého průměru).

Přesné normy pro výrobu kladek
Norma také poskytuje standardy přesnosti pro výrobu kladek:
- přípustná odchylka od jmenovité hodnoty vypočítaného průměru řemenic – o h11;
- Maximální odchylky úhlu drážky řemenic opracovaných řezáním nesmí být větší než:
- ±1° — kladky pro řemeny profilů Z, A. B;
- ±30′ – kladky pro řemeny sekcí C, D, E, EO.
Tolerance házení kuželová pracovní plocha drážky kladky v daném směru na každých 100 mm vypočítaného průměru vzhledem k ose by neměla být větší než:
- 0,20 mm – při rychlosti otáčení řemenice až 8 s -1 ;
- 0,15 mm – při rychlosti otáčení řemenice nad 8 s -1 až 16 s -1;
- 0,10 mm – při rychlosti otáčení řemenice nad 16 s -1.
Hodnota parametru Ra drsnost Pracovní plochy drážek kladky by neměly být větší než 2,5 mikronu.
Vyvažování řemenic klínových řemenů
Každá kladka pracující rychlostí větší než 5 m/s musí být vyvážena. nerovnováha:
- 0.06 g•m — při rychlosti 5 až 10 m/s;
- 0,03 g•m — při rychlostech nad 10 až 15 m/s;
- 0,02 g•m — při rychlostech nad 15 až 20 m/s;
- 0.01 g•m — při rychlostech nad 20 až 3 m/s.
Typy řemenic klínových řemenů
V závislosti na provedení se kladky dělí na typy 1…6 (obr. 1…6) a typy 7…9 (obr. 7…9).
Typ kladky 1 – monolitický s jednostranně vyčnívajícím nábojem.

Obr
Typ kladky 2 – monolitický s jednostranným vybráním.

Obr
Typ kladky 3 – monolitický s jednostranným vybráním a vyčnívajícím nábojem.

Obr
Typ kladky 4 – s diskem a nábojem vyčnívajícím z jednoho konce ráfku.

Obr
Typ kladky 5 — s kotoučem a nábojem zkráceným na jednom konci ráfku.

Obr
Typ kladky 6 — s diskem a nábojem vyčnívajícím z jednoho konce ráfku a zkráceným z druhého.

Obr
Typ kladky 7 – s paprsky a nábojem vyčnívajícím z jednoho konce ráfku.

Obr
Typ kladky 8 – s drátky a nábojem zkráceným na jednom konci ráfku.

Obr
Typ kladky 9 – s drátky a nábojem vyčnívajícím z jednoho konce ráfku a zkráceným z druhého.

Obr
Následují možnosti provedení montážního otvoru (obr. 10):
- válcový,
- kuželový s klíčem,
- kuželovitý.

Obr
Konvenční označení řemenic pro pohony klínovými řemeny
Je uveden systém konvenčního označení kladek a příklady konvenčního označení kladek.
Schéma konstrukce konvenčního označení kladek

1 — typ kladky;
2 — průřez pásu;
3 — počet drážek řemenic;
4 — vypočítaný průměr řemenice;
5 — průměr montážního otvoru;
6 — značka materiálu;
7— označení etalonu kladky.
Příklad konvenčního označení řemenice pro pohon klínovým řemenem
Příklad konvenčního označení řemenice pro hnací klínové řemeny typu 1, s průřezem A, se třemi drážkami, s vypočítaným průměrem dp = 224 mm, s válcovým montážním otvorem d1 = 28 mm, vyrobeno z litiny třídy SCh20 dle GOST 1412-85:
Kladka 1A 3.224.28.СЧ20 GOST 20889-88.
Totéž, s kuželovým montážním otvorem:
Kladka 1A 3.224.28.K.SCH20 GOST 20889-88.
Tenkostěnné řemenice pro pohony klínovými řemeny
Úkol snížení hmotnosti a momentů setrvačnosti klínových řemenic se řeší výrobou těchto řemenic z tenkého ocelového plechu ražením a svařováním. Takové řemenice (svařované a smontované) (obr. 11…16) se v současnosti široce používají. Konstrukce svařované řemenice je také uvedena v části o svarových spojích. Konstrukce smontované řemenice (obr. 14) umožňuje změnu průměru změnou počtu distančních podložek (kotoučů).

- Napínače řemenového pohonu
- Napínací kladky řemenového pohonu
- Ploché pryžotextilní hnací řemeny dle GOST 23831-79
- Řemenice pohonu s plochým řemenem
- Hnací klínové řemeny normálních průřezů dle GOST 1284.1-80 (ST SEV 4481-84)
- Klínové řemeny s proměnnou rychlostí
- Posuvné kladky











