Značení a výběr brusných nástrojů – online prezentace

PRINCIP ZNAČENÍ
Kompletní označení brusných kotoučů obsahuje:
typ kruhu;
jeho rozměry;
druh abrazivního materiálu;
zrnitostní číslo;
stupeň tvrdosti;
struktura (vztah mezi brusivem, pojivem a póry v těle nástroje);
typ vazu;
maximální rychlost;
třída přesnosti;
třída nerovnováhy.
3.
PŘÍKLADY OZNAČENÍ BRUSNÝCH KOTOUČŮ
Typ
Rozměry,
mm
Abrazivní
Obilí
Tvrdost
Struktura
Parta
Rychlost, m/s
Třída
přesnost
1
150x16x32
25А
F46
L
6
V
35
Б
Třída
nerovnováha
3
4.
TVAR KRUHOVÉHO PROFILU
1 (PP) – přímý profil;
2 (K) – kruh;
3 (3P) – kuželový;
4 (2P) – oboustranný kužel;
5 (PV) – s jednostrannou drážkou;
6 (ChTs) – miska válcová;
7 (LDPE) – se dvěma drážkami;
9 – s oboustrannou drážkou;
10 (PVDS) – s oboustrannou drážkou a
náboj;
11 (CHK) – kónický pohár;
12 (T) – diskovitý;
13 – diskovitý;
14 (1T) – diskovitý;
20 – s jednostrannou kuželovou drážkou;
21 – s oboustrannou kuželovou drážkou;
22 – s kuželovou drážkou na jedné straně a
na druhé válcové;
23 (PVK) – s kónickým a válcovým
drážky na jedné straně;
24 – s kuželovými a válcovými vybráními s
jedna strana a válcové vybrání s
další;
25 – s kuželovými a válcovými vybráními s
jedna strana a kuželová na druhé straně;
26 (PVDK) – s kónickým a válcovým
drážky na obou stranách;
27 – se zapuštěným středem a zesílením
prvky;
28 — se zapuštěným středem;
35 – rovný profil, pracující s koncem;
36 (PN) – s prolisovanými spojovacími prvky
prvky;
37 – kroužek s prolisovanými zapínáním
prvky;
38 – s jednostranným nábojem;
Označení diamantového kotouče
4
5.
Brusiva
Nejčastěji používaná brusiva pro brusné kotouče jsou:
elektrokorund, karbid křemíku, CBN, diamant.
Elektrokorund se vyrábí v těchto jakostech: bílý – 22A, 23A, 24A, 25A (čím vyšší číslo, tím vyšší kvalita); normální – 12A, 13A, 14A, 15A, 16A;
chrom – 32A, 33A, 34A; titan – 37A; zirkonium – 38A a další.
Karbid křemíku. K dispozici jsou dva typy karbidu křemíku: černá – 52С, 53С, 54С, 55С a zelená – 62С, 63С, 64С, vzájemně se lišící
některé mechanické vlastnosti a barvu. Zelený karbid je křehčí než černý karbid.
Diamant je široce používán pro výrobu diamantových brusných kotoučů používaných pro dokončování a ostření karbidových nástrojů,
opracování dílů z tvrdých slitin, optického skla, keramiky apod. Používá se i pro orovnávání brusných kotoučů z jiných
abrazivní materiály. Při zahřátí na vzduchu na 800°C začne diamant hořet.
Elbor (CNB, CBN, borazon, cubonit) je kubická modifikace nitridu boru.
Díky stejné tvrdosti jako diamant je výrazně lepší než diamant v tepelné odolnosti.
1
150x16x3
2
25А
F46
L
6
V
35
Б
3
6.
CHARAKTERISTIKA BRUSIVA
Abrazivní materiály se vyznačují tvrdostí, zrnitostí, abrazivní schopností, pevností, tepelnou odolností a odolností proti opotřebení. Hlavní je vysoká tvrdost
charakteristický rys abrazivních materiálů. Níže jsou uvedeny srovnávací charakteristiky mikrotvrdosti a tepelné odolnosti hlavních abrazivních materiálů.
materiálů.
materiály
Diamond
Elbor (kubický nitrid boru, CBN)
Karbid boru
Karbid křemíku zelený
Karbid křemíku černý
Monokorundum
Elektrokorund bílý
Titanový elektrokorund
Chromový elektrokorund
Elektrokorund normální
Corundum
Quartz
Karbid titanu
Wolfram karbid
Tvrdá slitina T15K6, VK8
Minerální keramika TsM332
Rychlořezná ocel kalená P18
Uhlíková nástrojová ocel utěsněná U12
Uhlíková ocel utěsněná St.4
Mikrotvrdost, kgf/mm2
8000-10600
8000-10000
4000-4800
2840-3300
2840-3300
2100-2600
2200-2600
2400
2240-2400
2000-2600
2000-2600
1000-1100
2850-3200
1700-3500
1200-3000
1200-2900
1300-1800
1030
560
6
7.
CHARAKTERISTIKA BRUSIVA
Abrazivní
Elektrokorund normální
Elektrokorund bílý
Karbid křemíku
Elbor
Diamond
7
přihláška
Má vysokou tepelnou odolnost, dobrou přilnavost k pojivu a mechanickou pevnost
zrna a značná viskozita potřebná k provádění operací s proměnným zatížením.
Zpracování materiálů s vysokou pevností v tahu (ocel, tvárná litina, železo, mosaz,
bronz).
Je homogennější ve fyzikálním a chemickém složení, má vyšší tvrdost a ostré hrany.
hrany, má lepší samoostří a poskytuje menší drsnost
ošetřovaného povrchu ve srovnání s normálním elektrokorundem.
Zpracování stejných materiálů jako běžný elektrokorund. Poskytuje méně
vývin tepla, vyšší povrchová úprava a menší opotřebení. Vysokorychlostní broušení
a legované nástrojové oceli. Obrábění tenkostěnných dílů a nástrojů při
Odvod tepla vznikajícího při broušení je obtížný (razítka, ozubení, závity
nástroje, tenké nože a čepele, ocelové frézy, vrtáky, dřevoobráběcí nože atd.);
díly (ploché, vnitřní a profilové broušení) s velkou kontaktní plochou mezi kotoučem
a ošetřený povrch doprovázený vydatným vývinem tepla; během dokončování
broušení, honování a superfinišování.
Od elektrokorundu se liší zvýšenou tvrdostí, abrazivní schopností a křehkostí
(zrna vypadají jako tenké desky, v důsledku čehož se během provozu zvyšuje jejich křehkost;
navíc je hůře drží vaz v nástroji). Zelený karbid křemíku se liší od
černý karbid křemíku se zvýšenou tvrdostí, abrazivní schopností a křehkostí.
Zpracování materiálů s nízkou pevností v tahu, vysokou tvrdostí a křehkostí (tvrdé
slitiny, litina, žula, porcelán, křemík, sklo, keramika), stejně jako velmi viskózní materiály
(žáruvzdorné oceli a slitiny, měď, hliník, pryž).
Po diamantu má nejvyšší tvrdost a abrazivní schopnost; má vysokou
tepelná odolnost a zvýšená křehkost; inertní vůči železu
Broušení a konečná úprava těžkoobrobitelných ocelí a slitin; jemné broušení, ostření a
konečná úprava nástrojů z rychlořezných ocelí; dokončování a konečné broušení s vysokou přesností
sochory ze žáruvzdorných, korozivzdorných a vysoce legovaných konstrukčních ocelí;
dokončovací a finální broušení vodítek strojů, vodicích šroubů, jejichž zpracování
obtížné s konvenčními brusnými nástroji kvůli velkým tepelným deformacím.
Má vysokou odolnost proti opotřebení a sníženou tepelnou odolnost; chemicky aktivní vůči železu;
má zvýšenou křehkost a sníženou pevnost, což podporuje samoostření;
syntetický diamant každého následujícího stupně (od AC2 do AC50) se od předchozího liší více
vysoká pevnost a menší křehkost.
Broušení a konečná úprava křehkých a vysoce tvrdých materiálů a slitin (tvrdé slitiny, litina,
keramika, sklo, silikon); jemné broušení, ostření a konečná úprava tvrdokovových řezných nástrojů
nástroje.
8.
OBILÍ
ABRAZIVNÍ
Velikost brusného zrna je charakteristika brusných kotoučů, která určuje čistotu výsledného povrchu. Obilí je buď srůst
8
krystaly, buď monokrystal nebo jeho fragmenty. Jako všechny pevné látky se vyznačuje třemi rozměry (délka, šířka a tloušťka),
pro jednoduchost však operují s jednou věcí – šířkou. Mnoho parametrů závisí na velikosti zrna – množství kovu odebraného při jednom průchodu,
čistota zpracování, brusný výkon, opotřebení kotoučů atd.
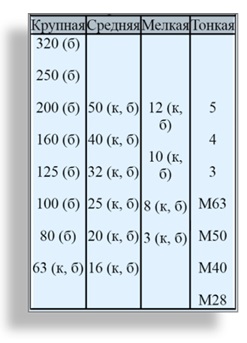
Podle GOST 3647-80 je v označení velikosti zrna brusných kotoučů velikost zrna uvedena v jednotkách rovných 10 mikronů (20 = 200 mikronů), pro
mikroprášky – v mikronech s přidáním písmene M.
Označení podle GOST 3647-80
200
Označení podle GOST
9206-80 (diamantové prášky)
2500/2000
Velikost, m
KRMIT
km
Označení pro abrazivní materiály s výjimkou
flexibilní materiály
2500-2000
Průměrná velikost, mikrony
F4
4890
F5
4125
F6
3460
F7
2900
F8
2460
F 10
2085
160
2000/1600
2000-1600
F 12
1765
125
100
1600/1250
1250/1000
1600-1250
1250-1000
F 14
F 16
1470
1230
F 20
1040
80
1000/800
1000-800
F 22
885
63
800/630
800-630
F 24
745
50
630/500
630-500
F 30
625
F 36
525
40
500/400
500-400
F 40
438
32
400/315
400-315
F 46
370
25
315/250
315-250
F 54
310
F 60
260
20
250/200
250-200
F 70
218
16
200/160
200-160
F 80
185
12
160/125
160-125
F 90
154
F 100
129
10
8
125/100
100/80
125-100
100-80
F 120
F 150
109
82
6
80/63
80-63
F 180
69
5, M63
63/50
63-50
F 220
58
F 230
53
4, M50
50/40
50-40
F 240
44,5
M40
40/28
40-28
F 280
36,5
F 320
29,2
M28
28/20
28-20
F 360
22,8
M20
20/14
20-14
F 400
17,3
M14
14/10
14-10
F 500
12,8
M7
10/7
10-7
F 600
9,3
M5
7/5
7-5
F 800
6,5
M3
5/3
5-3
F 1000
4,5
3/2
3-2
F 1200
3,0
2/1
2-1
F 1500
2,0
F 2000
1,2
1/0
1 a 1/0,5
1-0,5
0,5/0,1
0,5-0,1
0,5/0
0,5 a 0,3/0
0,3 a
9.
ZRNO KRUHU
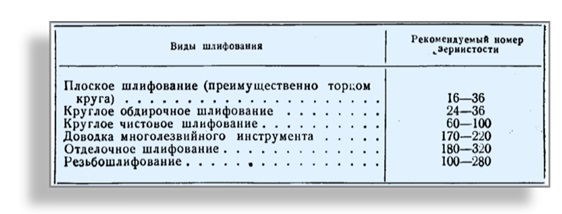
Obecně platí, že čím tvrdší je zpracovávaný materiál a čím nižší je jeho viskozita, tím vyšší může být zrnitost kotouče.
Čísla zrna podle GOST 3647-80
Čísla zrna podle GOST R 52381-2005
Jmenování
125, 100; 80
F14; F16; F20; F22
Orovnávání brusných kotoučů; ruční loupání,
čištění přířezů, výkovků, svarů, odlitků a válcovaných výrobků.
63; 50
F24; F30; F36
Předkulaté vnější, vnitřní, bezhroté
a ploché broušení s drsností povrchu 5-7
třídy čistoty (2.5-1.25 Ra); povrchová úprava kovů a
nekovové materiály.
40; 32
F40; F46
Předběžné a konečné broušení dílů s
drsnost povrchu 7-9 tříd čistoty; ostření
řezné nástroje (1.25-0.32 Ra).
25, 20; 16
F54; F60; F70; F80
Dokončovací broušení dílů, ostření řezných nástrojů,
předbroušení diamantem, tvarové broušení
poverkhnostey.
12; 10
F90; F100; F120
Diamantové broušení pro konečnou úpravu, ostření řezu
nástroje, dokončovací broušení dílů.
8, 6, 5; 4
F150; F180; F220; F230; F240
Dokončení řezných nástrojů, broušení závitů s jemným
stoupání závitu, dokončovací broušení tvrdých dílů
slitiny, kovy, sklo a jiné nekovy
materiály, jemné honování.
M40-M5
F280; F320; F360; F400; F500; F600; F800
Konečná úprava dílů s přesností 3-5 mikronů nebo méně,
drsnost 10-14 tříd čistoty,
superfinišování, finální honování.
10.
Tvrdost hromady brusných kotoučů
1
150x16x32
25А
F46
Jméno
Velmi měkké
Мяккий
Středně měkký
průměrný
Středně tvrdý
Tvrdé
Velmi těžké
Extrémně těžké
L
6
Označení podle GOST
19202-80
VM1, VM2
M1, M2, M3
SM1, SM2
C1, C2
ST1, ST2, ST3
T1, T2
VT
Th
V
35
Б
Označení podle GOST R
52587-2006
F, G
H, já, J
K, L
M, N
O, P, Q
R, S
T, U
V, W, X, Y, Z
3
10
11.
STRUKTURA BROUŠENÍ
KRUH
1
150×16 25A
x32
F46
L
6
V
35
Б
11
3
Strukturou nástroje se obvykle rozumí procento objemu brusného materiálu na jednotku objemu nástroje.
Čím více brusného zrna na jednotku objemu kotouče, tím hustší je struktura nástroje.
Struktura brusného nástroje ovlivňuje velikost volného prostoru mezi zrny.
Struktura
Označení
Hustá
0,1, 2, 3, 4
Průměr
5, 6, 7
otevřeno
8, 9, 10
Vysoce porézní 11, 12
12.
TYP VÁZÁNÍ BRUSNÝCH KOTOUČŮ
12
Při výrobě brusných kotoučů se brusná zrna spojují s podkladem a navzájem pomocí pojiva.
Nejpoužívanějšími pojivy jsou keramika, bakelit a vulkanit.
1
150x16x32
25А
F46
L
6
V
35
Б
3
Keramická vazba je vyrobena z anorganických látek – jílu, křemene, živce a řady dalších
jejich mletím a mícháním v určitých poměrech. Značení brusných kotoučů keramikou
spojka obsahuje písmeno (V). Staré označení – (K)
Keramické pojivo dodává brusnému nástroji tuhost, tepelnou odolnost, tvarovou stálost, ale
současně zvýšená křehkost, v důsledku čehož je nežádoucí používat kotouče s keramickou vazbou při
rázové zatížení, například při hrubém broušení.
Bakelitové pojivo se skládá hlavně z umělé pryskyřice zvané bakelit. Značení kruhů bakelitem má
označení latinským písmenem (B). Staré označení je (B). V porovnání s keramikou má bakelitová vazba
větší pružnost a pružnost, ohřívá zpracovávaný kov méně, ale má méně
chemická a teplotní odolnost, horší odolnost hran.
Bakelitová vazba může být s výztužnými prvky (BF, staré označení – BU), s grafitem
plnič (B4, staré označení – B4).
Vulcanite bond je syntetický kaučuk, který byl vulkanizován. Brusný kotouč je označen
písmeno (R). Staré označení je (B).
13.
TŘÍDA PŘESNOSTI
1
150x16x32
25А
F46
L
13
6
V
35
Б
3
Přesnost rozměrů a geometrického tvaru brusných nástrojů je určena
tři třídy AA, A a B.
Pro méně kritické operace abrazivního zpracování se používají nástroje třídy B.
Nástroj třídy A je přesnější a kvalitnější.
Pro práci v automatických linkách, na vysoce přesných a víceokruhových strojích
Je použit vysoce přesný AA přístroj. Má vyšší přesnost
geometrické parametry, rovnoměrnost složení zrn, vyváženost
brusná hmota, vyrobená z nejkvalitnějších brusných materiálů.
14.
NEROVNOVÁŽNÁ TŘÍDA
1
150x16x32
25А
F46
L
6
V
35
Б
3
Třída nevyváženosti brusného kotouče charakterizuje nevyváženost hmoty kotouče,
což závisí na přesnosti geometrického tvaru, rovnoměrnosti míchání brusné hmoty,
kvalita lisování a tepelného zpracování nástroje během jeho výrobního procesu. Nainstalované čtyři
třída přípustné nevyváženosti hmoty kružnic (1, 2, 3, 4). Nerovnováha třídy nemají
vztah k přesnosti vyvažovacích kotoučů smontovaných s přírubami před jejich instalací na brusku
stroj.
14
15.
DOPORUČENÍ PRO VÝBĚR CHARAKTERISTIKY BRUSNÝCH KOTOUČŮ
Normální elektrokorund je široce používán při hrubovacích a hrubovacích operacích pro zpracování obrobků 15
materiály s vysokou pevností v tahu.
Bílý elektrokorund se používá především při dokončovacích a dokončovacích operacích zpracování obrobků vyrobených z kalených
oceli a nástrojů z uhlíkových, rychlořezných, legovaných a nerezových ocelí. Hlavně tam, kde je
nebezpečí prasklin a popálení.
Karbid křemíku se používá pro zpracování: litiny, hliníku a jeho slitin, titanu a jeho slitin, bronzu.
Velikost zrna pro oceli:
— předběžné broušení (zrnitost F46)
— konečná (zrnitost F60-F80)
Pro litinu a hliník:
— předběžné broušení (zrnitost F36 – F46)
— konečná (zrnitost F46-F60)
Tvrdost:
M2 – SM2 – broušení obrobků, ostření karbidových slitin, minerální keramiky a legovaných ocelí, neželezných kovů
kovy a slitiny.
SM2 – C2 – jemné broušení obrobků z kalené oceli, ostření nástrojů.
C2 – CT2 – broušení obrobků z nekalených uhlíkových a legovaných ocelí a slitin, litiny a dalších
viskózní materiály.
ST2 – T2 – hrubování a předbroušení nespojitých ploch maloprůměrových obrobků, úběr
otřepy.

Na povrchu brusného kotouče je obrovské množství pevných částic. Jsou rozmístěny po celé ploše kruhu a při zpracování materiálu odstraňují vrchní vrstvu v podobě mikroskopických třísek. Před výběrem nástroje pro broušení je nutné zjistit zrnitost diamantového brusného kotouče a určit fyzikální a chemické vlastnosti opracovávaného materiálu. Velký sortiment obráběcích kol je prezentován v Moskvě v prodejně Sauber Machinery.
Co je brusný kotouč?
Brusný kotouč je abrazivní řezný nástroj. Lze jej použít pro ruční opracování povrchu nebo pro použití na strojích nebo speciálních brusných zařízeních. Profesionálové požadují například brusný kotouč na ostřičku se zrnitostí, která zajistí co nejefektivnější využití nástroje.
Brusné kotouče jsou klasifikovány podle mnoha parametrů. Přítomnost abrazivních materiálů a spojovacích prvků je povinná pro každý typ.
Zrna brusného materiálu mohou být vyrobena z:
- karbid křemíku;
- diamant (umělý nebo přírodní);
- elektrokorund;
- elbora.
Právě velikost zrna brusných kotoučů určuje jejich hlavní funkční účel. Brusivo odřezává mikroskopické třísky z dílů nebo materiálu. Pokud jde o vazivo, může být umělého nebo přírodního původu. Účelem pojiva je pevně držet zrna pohromadě.
Kromě toho jsou na povrchu brusného kotouče nutně póry. Vlivem prostoru nevyplněného vazivem – mikroskopickými póry – vzniká na povrchu drsnost. Někteří výrobci poskytují brusné kotouče se specifickými impregnacemi pro snížení teploty v oblasti zpracování. Takové nástroje se nazývají „impregnované“.
Velikost zrna brusných kotoučů
Volba zrnitosti brusných kotoučů závisí na požadavcích na čistotu ošetřovaného povrchu. Každý brusný kotouč má označení (označení).
Jsou to značky, které vám pomohou vybrat správný brusný nástroj nebo ostřičku pro provedení konkrétního úkolu. Zrnitost brusných kotoučů na dřevo a kov je různá, takže kvalita zpracování závisí na správně zvoleném modelu. Pokud jsou na povrchu opracovávaného materiálu nebo nástroje hrubé tahy nebo viditelné zářezy, znamená to, že došlo k chybě při výběru zrnitosti kotouče.
Nejoblíbenější specifické nástroje na trhu jsou:
- brusný kotouč, zrnitost 120;
- brusný kotouč, zrnitost 60;
- brusný kotouč, zrnitost 100.
Volba zrnitosti je dána typem broušení, konkrétním stupněm čistoty povrchu a také režimem broušení.
Tabulka zrnitosti brusného kotouče
Jak vybrat velikost zrna brusného kotouče? Vybírá se v závislosti na typu operace. Může být polotovar nebo jemný. Hrubé broušení zahrnuje použití kotoučů s poměrně velkými frakcemi zrna. Dokončení materiálu nebo nástroje vyžaduje jemnější frakce. Kromě toho výběr brusného kotouče závisí také na technických vlastnostech řezného nástroje a režimu ostření.
Klasifikace brusných kotoučů podle zrnitosti
Technické vlastnosti brusného kotouče závisí na stupni zrnitosti.
Stupeň zrnitosti určuje množství odebraného materiálu. Například vysoká zrnitost lamelových kotoučů umožňuje zpracovávat i velké kovové trubky. A pro zpracování dřeva je vybrán nástroj s nižším stupněm zrnitosti.
Brusné kotouče s různou zrnitostí jsou potřebné pro:
- předběžné operace s velkou hloubkou řezu;
- stírací operace;
- zpracování hliníku, mosazi a mědi.
Hrubozrnné modely se používají pro povrchové broušení koncem kotouče i pro vnitřní broušení. Pro práci na strojích s obzvláště vysokou tuhostí a součiniteli výkonu jsou zpravidla zapotřebí hrubozrnné nástroje.
Středně a jemnozrnné kotouče se používají pro:
- zpracování tvrdých slitin;
- zpracování kalených ocelí;
- dokončovací broušení;
- ostření nástrojů.
Středně a jemnozrnné kotouče jsou zapotřebí, pokud jsou kladeny zvlášť vysoké nároky na přesnost zpracovávaného profilu.
Klasifikace zrnitosti musí odpovídat GOST R 52381-2005. Dříve klasifikace brusných kotoučů podle velikosti zrna odpovídala GOST 3647.
Vzhledem k tomu, že na trhu jsou různé typy nástrojů, včetně těch z minulých let, jsou obě klasifikace brusných kotoučů podle zrnitosti stále aktuální.
Tabulka zrnitosti brusného kotouče podle starých a současných norem
Označení podle GOST 3647-80
Označení podle GOST
9206-80 (diamantové prášky)
Označení pro abrazivní materiály s výjimkou pružných materiálů
Průměrná velikost, mikrony
Označení zrnitosti brusných kotoučů vám umožní kompetentní výběr nástroje, který určí kvalitu provedené práce jako celku.
Označení nástrojů
Čistota vytvářeného povrchu přímo závisí na zrnitosti brusiva. Zrno může být ve formě srůstů nebo malých úlomků krystalů libovolného tvaru. Vyrábí se také vzorky, ve kterých je zrno ve formě krystalu.
Zrno brusného kotouče má tři hlavní parametry:
Ve většině existujících klasifikací však experti operují pouze se šířkou jako určujícím faktorem. Velikost zrna brusného kotouče určuje množství kovu (nebo jiného materiálu), které je odstraněno při jednom průchodu a celkový brusný výkon.
Podrobné označení brusných kotoučů zahrnuje:
- typ;
- velikost;
- druh abrazivního materiálu;
- stupeň tvrdosti;
- zrnitostní číslo;
- struktura;
- maximální rychlost zpracování;
- povaha vazu;
- úroveň přesnosti;
- stupeň nerovnováhy.
Je třeba poznamenat, že normy GOST pro velikost zrna brusných kotoučů jsou na trhu prezentovány v různých vydáních. Týkají se především označení zrnitosti a třídy brusiva. Výrobci kvůli tomu někdy označují své produkty jinak. Navíc na trhu najdete modely, které mají nové i staré označení.
Pokud jde o značení brusných materiálů, skládá se z určité kombinace písmen a číslic. Podle norem GOST 28818-90 získal normální elektrokorund v profesionálním prostředí následující označení: 12A; 13A; 14A; 15A.
Dekódování zrnitosti brusných kotoučů je zcela jednoduché, to je odborníkům ve výrobě jasné. Jeho podstata je následující: čím větší je číselný název v předponě, tím lepší je kvalita brusného materiálu. To znamená, že je dosaženo nejvyšší možné tvrdosti minimalizací zbytečných nečistot. Na tom závisí vysoká řezná schopnost materiálu. Vhodnou velikost brusného kotouče si můžete vybrat v našem katalogu.