Značení elektrod pro svařování – BM-GROUP
Tyčové elektrody se používají při svařování MMA a TIG. U MMA ochranu před atmosférou zajišťuje samotná elektroda, která v podstatě plní roli svařovací přísady. Jeho povlak obsahuje strusku nebo ochranný plyn, který zabraňuje přístupu kyslíku, vodíku a dusíku do svarové lázně. TIG používá výplňový drát a inertní plyn, obvykle argon, k izolaci lázně od atmosféry.
Druhy elektrod z hlediska způsobu svařování
Na základě technologie svařování a vlastností elektrod jsou rozděleny do dvou hlavních skupin.
Pro TIG se používají nekonzumovatelné wolframové elektrody. Zavádějí hořící oblouk do svarového spoje, ale neroztaví se. Šev je vyplněna kovovým drátem přiváděným ze strany.
V MMA se používají spotřební elektrody. Během svařování se taví a plní šev kovem.
Typy a označení nekonzumovatelných elektrod
Nekonzumovatelné elektrody pro TIG jsou vyrobeny z wolframu. Jsou buď čisté, nebo dopované oxidy vzácných zemin. Oblast použití závisí na chemickém složení – druhu proudu použitého pro svařování a svařovaných slitinách.
Alfanumerické a barevné značení wolframových svařovacích elektrod udává obsah přísady a oxidu v %.
- W – wolfram
- T – thorium
- Z – zirkonium
- L – lanthan
- C – cer
| značkování | Legující prvek | Obsah v % | Barevné kódování | Typ proudu | Svařitelné oceli a slitiny |
| WP | – | – | zelená | AC | hliník, hořčík a slitiny |
| WT-4 | thorium | 0,4 | modrý | DC | nízkolegované a vysoce legované oceli |
| WT-10 | 1,0 | žlutý | |||
| WT-20 | 2,0 | červená | |||
| WT-30 | 3,0 | šeřík | |||
| WT-40 | 4,0 | oranžový | |||
| WZ-3 | zirkonium | 0,3 | hnědý | AC | hořčíkové slitiny |
| WZ-8 | 0,8 | bílá | |||
| WL-10 | lanthanu | 1,0 | černá | AC/DC, nízko a vysokoproudé svařování | nelegované a vysoce legované oceli, nikl, měď, titan, slitiny hořčíku |
| WL-15 | 1,5 | zlatý | |||
| WL-20 | 2,0 | modrý | |||
| WC-20 | cer | 2,0 | šedá | Svařování AC/DC, nízký a střední proud | nelegované a vysoce legované oceli, nikl, měď, titan, slitiny hořčíku |
Značení potažených tavicích tyčí
Požadavky na označování takových elektrod jsou diktovány GOST 9466. Skládá se ze skupin abecedních a digitálních indexů, z nichž každá obsahuje specifické informace.
Typy elektrod a označení povlaků
Elektrody jsou klasifikovány podle typu povlaku nebo povlaku. Charakteristiky tavení a přenosu kapek kovu, svařovací charakteristiky a účel elektrody, ukazatele kvality naneseného kovu a přijatelné polohy při svařování závisí na jeho chemickém složení.
Značení typů spotřebních elektrod podle typu povlaku
| Písmenné označení evropské/ruské | Pokrytí |
| A/A | kyselý |
| W/B | hlavní |
| R/P a RR | rutil a hustý rutil |
| S/C | celulóza |
| RB/RB | rutil-základní |
| RC/RS | rutil-celulóza |
| RA/RA | rutilová kyselina |
| S/P | jiné typy |
Elektrody pro nelegované oceli mají takové různé povlaky:
- Pro vysokopevnostní oceli a zvláště kritické konstrukce se elektrody vyrábějí pouze se základním povlakem.
- Pro nerezovou ocel – rutilovou, základní a smíšenou:
- rutilová kyselina pro kovové výrobky pracující v agresivním prostředí,
- rutil-basic pro žáruvzdorné slitiny.
Při označování podle GOST se bere v úvahu účel. K tomu použijte písmenné indexy:
- U – nízkouhlíkové, uhlíkové, nízkolegované slitiny;
- L – legované oceli;
- T – žáruvzdorné nebo žáruvzdorné slitiny;
- B – vysoce legované nerezové oceli;
- N – kalení, obnovovací navařování.
Indexy tloušťky povlaku
Ruské značky také označují tloušťku povlaku a označují jej písmenovými indexy M, S, D a G – tenký, střední, tlustý a velmi silný. Evropští výrobci zavedli samostatné označení pouze pro elektrody se silným rutilovým povlakem RR. Používají se, když je potřeba získat švy s vysokou pevností.
Průměr obalených elektrod
Síla svařovacího proudu je přímo úměrná tloušťce obrobku. Přípustné proudové zatížení je omezené a závisí na průměru elektrody. Protože se jedná o důležitý parametr, musí být uveden při označování.
Svařovací polohy, jejich označení a výklad
Svařování se provádí v různých prostorových polohách. Působením gravitace se mění charakter přenosu a chování roztaveného kovu. To je potřeba vzít v úvahu. Kromě toho vzhled svaru a charakteristiky strusky závisí na typu povlaku elektrody. To je důvod, proč některé typy elektrod mají omezení v jejich použití a nejsou vhodné pro všechny polohy.
Existuje několik označení ustanovení přijatých GOST, ISO, NAKS, AWS. Například pro svařování polotovarů plechů:
| Pozice/dopis | GOST | ISO | NAKS | AWS |
| dno | Н | RA | N1 | 1G |
| strop | П | PE | P1 | 4G |
| vertikální stoupání | В | PF | V1 | 3G a 3F pro rohové svary |
| vertikální sestup | PG | V2 | ||
| horizontální | Г | PC | Г | 2G |
| dno | L („v lodi“) | RA | N1 | 1F |
| nižší pro rohové svary | Н | RV | N2 | 2F |
| strop pro rohové švy | П | PD | P2 | 4F |
Vzhledem k nedostatku jednotného systému označení a pro usnadnění dekódování označení elektrod výrobci často uvádějí přijatelné polohy ve zjednodušené formě – pomocí výkresu nebo čísel.
Ruská norma používá pro klasifikaci a značení elektrod digitální označení:
- 1 – univerzální;
- 2 – lze použít ve všech pozicích kromě B2 nebo PG;
- 3 – určeno pro pozice PA, RV a PF nebo H1, H2 a G;
- 4 – vhodné pro pozice PA nebo H1 a pozice “lodi”.
Označení typu a polarity svařovacího proudu
Typ a polarita svařovacího proudu jsou označeny písmenným indexem nebo jsou označeny pomocí známějších a běžnějších symbolů. Například ~ / = (+) nebo AC, DC +(-).
Digitální označení se nevyskytuje vždy. Podle ruských norem je obvyklé uvádět informace o polaritě stejnosměrného proudu a napětí naprázdno neboli OCV.
| Označení | Polarita | OCV |
| 0 | + | – |
| 1 | +/- | 50 |
| 2 | – | |
| 3 | + | |
| 4 | +/- | 70 |
| 5 | – | |
| 6 | + | |
| 7 | +/- | 90 |
| 8 | – | |
| 9 | + |
Speciální indexy označující vlastnosti naneseného kovu
Vlastnosti základního kovu musí být dosaženy i ve svarovém kovu. Pro zjednodušení výběru lze při značení svařovacích elektrod použít skupinu digitálních indexů, které sdělují informace o svarovém kovu. Patří sem jeho tvrdost, rázová houževnatost, mez kluzu, prodloužení a pevnost v tahu, odolnost proti mezikrystalické korozi, objem feritu, který určuje tendenci k tvorbě horkých trhlin, a maximální provozní teplota.
Existují samostatné skupiny indexů pro tyče pro zpevňování a restaurátorské povrchové úpravy (GOST 10051), vysoce legované nerezové slitiny (GOST 10052) a uhlíkové, žáruvzdorné oceli (GOST 9467).
Příklad dekódování značení elektrod pro obloukové svařování
Označení se nachází na zadní straně balení. Jako příklad dekódování si můžeme vzít elektrody OZL-8.
- 1 — typ E-07X20N9
- 2 — značka OZL-8
- 3 — Ø 3 mm
- 4 – určeno pro nerezové oceli
- 5 – silný nátěr
- 6 – řízené vlastnosti svarového kovu
- 7 – základní nátěr
- 8 – všechny svařovací polohy jsou povoleny, kromě svislé polohy směrem dolů
- 9 — DC +
Značení elektrod dle mezinárodní normy
Kromě značení podle GOST 9466 se používají i jiné. Například pro tyče z nelegovaných ocelí je to GOST R ISO 2560. Digitální indexy a symboly jsou převzaty z tabulek.
Е —1—2—3—4—5—6—7
1 — index meze kluzu, pevnosti v tahu a indexu pevnosti v tahu svarového kovu
| Index | Mez kluzu N/mm2 | Pevnost v tahu N/mm2 | Minimální prodloužení při přetržení |
| 35 | 355 | 440-570 | 22 |
| 38 | 380 | 470-600 | 20 |
| 42 | 420 | 600-640 | 20 |
| 46 | 460 | 530-680 | 20 |
| 50 | 500 | 560-720 | 18 |
2 — teplota, při které se trhlina objeví po nárazu
| Index | Teplota vývoje trhliny při energii nárazu 47 J, 0 °C |
| Z | – |
| A | +20 |
| 0 | 0 |
| 2 | -20 |
| 3 | -30 |
| 4 | -40 |
| 5 | -50 |
| 6 | -60 |
3 — chemické složení svarového kovu
Je uveden symbol hlavního legujícího prvku nebo prvků – Ni, Mn a Mo.
4 — typ nátěru
Symboly odpovídají evropské normě.
5 — druh svařovacího proudu a účinnost přenosu kovu
| Index | Účinnost přenosu, % | Druh svařovacího proudu |
| 1 | na 105 | AC / DC |
| 2 | DC | |
| 3 | 105-125 | AC / DC |
| 4 | DC | |
| 5 | 125-160 | AC / DC |
| 6 | DC | |
| 7 | od 160 | AC / DC |
| 8 | DC |
6 — přípustné polohy během svařování
| Index | Svařovací pozice |
| 1 | Jakýkoli |
| 2 | Všichni kromě PG |
| 3 | PA, PB |
| 4 | PA |
| 5 | PA, PB, PC |
7 — obsah vodíku ve svarovém kovu
| Index | Množství vodíku ve svarovém kovu ml/100 g |
| H5 | 5 |
| H10 | 10 |
| H15 | 15 |
Podobné normy se symboly a označeními existují i pro jiné elektrody, například pro vysokopevnostní (GOST R ISO 18275), žáruvzdorné a korozivzdorné (GOST R ISO 3581).
Svařování různých povrchů pomocí speciálního zařízení je složitý podnik, který zahrnuje použití speciálních prvků, jmenovitě elektrod. Navíc tyto mají různé klasifikace, typy a různé specifické aplikace. Elektrody mají také speciální označení, která určují technické vlastnosti a povlak součástí.

Stojí za zmínku, že označení je aplikováno jak na samotný prvek, tak na obal. Před zahájením svařování je proto nutné seznámit se se všemi informacemi uváděnými výrobcem. Ověříte si tak kompatibilitu zakoupené elektrody s materiálem, který je potřeba svařit.
V této fázi však může nastat potíž, která je spojena s dešifrováním značek. Koneckonců, všechny informace jsou obvykle aplikovány pomocí písmen a číslic, které jsou pro běžného uživatele nesrozumitelné, ale obsahují klíčové informace o elektrodě.
Proto tento článek poskytne dekódování značení svařovací elektrody, a také poskytneme veškeré informace týkající se označení chemického složení nátěru, účelu prvku.
Účel elektrody a technické vlastnosti
Již dlouho je známo, že elektrody jsou hlavními prvky používanými při svařování různých kovových základů elektrickým obloukem. Pro zlepšení kvality práce byly vyvinuty různé typy elektrod, určené jak pro univerzální, tak pro vysoce specializované aplikace.
Pro nejvyšší kvalitu svařování musí být splněny následující požadavky a podmínky:
- stabilní elektromagnetický oblouk (EA) – je zodpovědný za vytvoření svaru. Pokud je ED slabé, pak spojení nebude kvalitní;
- tavení tyče a povlaku musí být co nejrovnoměrnější, jinak vznikne nerovnováha a další svařovací práce budou problematické;
- chemické složení výsledného svaru musí splňovat všechny požadavky;
- nečistoty a struska musí být odstraněny co nejsnadněji;
- elektrodové tyče musí uvolňovat minimální množství toxických prvků;
- Během procesu připojení nesmí elektrody porušovat chemické, fyzikální a technické parametry.
Pokud jsou splněny všechny podmínky, pak lze svařování považovat za vysoce kvalitní. V tomto případě odchylka byť jen o jeden parametr znamená, že jste s největší pravděpodobností zvolili špatnou elektrodu nebo nebylo správné nastavení svářečky.
Princip elektrodového zařízení pro svařovací stroje různých typů
Není nic zásadně nového. Elektroda se stále skládá z tyče vyrobené z kovu, povlaku a pomocných součástí, jako jsou tyče. Vybraný kov určuje technické vlastnosti prvku.

Není neobvyklé najít součásti, které se skládají pouze z jednoho drátu, který nemá žádný povlak, a mají odpovídající název – nepotažené elektrody. Jedním z hlavních představitelů takových prostředků jsou wolframové elektrody.
Jak již bylo mnohokrát řečeno, kovová tyč může být potažena jedním z následujících povlaků nebo může mít několik povlaků najednou:
- kyselý povlak;
- hlavní typ povlaku;
- celulózový povlak;
- rutilový povlak;
- zpracování kombinovaného typu;
- vysoce specializované pokrytí.
Stojí za zmínku, že povlak má také své vlastní typy. Povlak může být ochranný a ionizující. První má silné vrstvy, zatímco druhý má tenkovrstvou strukturu.
Jaký vliv má typ povlaku na výkon elektrody?
V první řadě povlak ovlivňuje technologické parametry samotné elektrody a obrobků, které lze použít. Zejména druh povlaku reguluje možnost umístění svarů, účinnost, pórovitost, odolnost proti vzniku deformačních procesů a přítomnost vodíku ve svaru.
Složení kyselého povlaku je reprezentováno 4-prvkovou strukturou. Povlak obsahuje mangan, oxidy železa a křemík. Nejčastějšími zástupci jsou elektrody OZCh-2 a SM-5. A má následující označení:
- podle GOST 9466-75 a ISO je označena jako „A“, podle staré GOST 9467-60 – P (kyselina ruda).
Důležitý nuan: Kovové tyče s kyselým povlakem netvoří při svařování elektrickým obloukem póry. Mohou být použity pro provoz na stejnosměrný i střídavý proud. Existuje však také nevýhoda: ve svarovém švu se mohou tvořit trhliny, zejména na linii jizvy.
Během provozu mohou takové tyče uvolňovat toxické látky, proto se doporučuje používat speciální masku.
Dekódování bazických obalených elektrod
Nejběžnějšími zástupci jsou elektrody TMU-21 a DSK-50. Složení takového povlaku je představováno uhličitany a deriváty fluoru. Chemické složení jizvy vytvořené pomocí bazické potažené elektrody je podobné jako u oceli.
Výše uvedené složení poskytuje zlepšené technické vlastnosti, a to:
- viskozita linie švu;
- pružnost švů;
- odolnost vytvořeného spoje proti vzniku deformačních částí.
Pruty se základním potahem však mají i řadu nevýhod, které z nich činí méně výhodný nákup než jiné typy. Mezi negativní aspekty patří zejména:
- tvorba pórů při použití elektrod v podmínkách vysoké vlhkosti;
- schopnost pracovat výhradně se stejnosměrným zařízením;
- předpříprava – kalcinace prutů.
Navzdory nevýhodám se však prvky nejčastěji používají pro svařování nerezové oceli.
Rutilový nátěr
Nejčastějšími zástupci tohoto typu elektrod jsou LEZ MR-3S, ANO-4, OZS-4. Stojí za zmínku, že tento typ povlaku má významnější výhody.
Použití těchto spotřebních materiálů zajišťuje vysoce kvalitní výsledek i v případě, že obrobek obsahuje různé defektní útvary a korozní místa. Úroveň vlhkosti také neovlivňuje kvalitu. Často se prvky používají pro práci s ocelí 09GS a materiály s vysokým obsahem uhlíku.
Existuje jedna nevýhoda spojená s obsahem oxidu křemičitého v kompozici. Z tohoto důvodu má výsledný šev sníženou rázovou pevnost a sníženou pružnost. V systému značení je povlak označen takto:
- podle GOST 9466-75 a ISO “P” a R, v tomto pořadí, podle staré GOST 9467-60
Vzniklou strusku lze snadno odstranit. To následně dále zlepšuje kvalitu svařovacích prací.
Dekódování značení elektrod pro svařování s celulózovým povlakem
Podle GOST 9466-75 obsahují takové prvky až 50% organických přísad. Použitím tohoto typu komponentů je možné vytvořit reverzní jizvy a zajistit stehy „shora dolů“.
S vysokým obsahem vodíku je však spojena i negativní stránka, která zanechává negativní otisk na kvalitě svaru. Takové elektrody mají následující označení:
- podle GOST 9466-75 a ISO “C” a C, v tomto pořadí, podle staré GOST 9467-60
Tyto typy svařovacích prvků se používají mnohem méně často kvůli jejich vysoké ceně. Pro vysoce specializovanou práci však potřebujete elektrody s celulózovým povlakem.
Pokud jde o výrobky se speciálním typem povlaku, stojí za zmínku, že se používají přísně pro vysoce specializovanou práci – s jejich pomocí jsou spojeny speciální slitiny nebo celé prvky s různými slitinami.
- podle GOST 9466-75 a ISO „P“ a S.
Dekódování značení elektrod pro ruční obloukové svařování
Nyní se podívejme na příklad značení. Označení je E50A-UONI-13/55-5,0-UD/U514(4)-B20. První písmeno označuje konkrétní použití – označuje, že se elektroda používá při svařování elektrickým obloukem, 50 je ukazatel špičkové pevnosti, měřený v kgf/mm2, A – definuje charakteristické technické vlastnosti, konkrétně rázovou houževnatost, plastickou jizvu.
Pokud jsou za E50A další čísla, určuje to její značku v katalogu výrobce. Přímo 5,0 je průměr kovové tyče, který se měří v mm.
Písmeno “U” označuje účel elektrody. V našem případě je prvek určen pro svařování jakostí oceli s nízkým obsahem legování a pevností do 60 kgf/cm2 včetně.
Pro svařování oceli s vyšší pevností se používají přídavné materiály označené „L“. Při svařování žáruvzdorných prvků se používají “T” tyče speciálně pro speciální druhy oceli.
Další symbolika určuje tloušťku povlaku. Například písmeno “D” v označení označuje silnovrstvý otvor. Kromě toho mohou existovat následující písmena:
- T-tenká vrstva;
- C – střední tloušťka;
- G – nejtlustší vrstva.
Označení elektrod skupinou indexů
Tento typ je považován za nejsložitější, protože takové značení bere v úvahu několik parametrů najednou. Indexy jsou umístěny na obalu produktu.
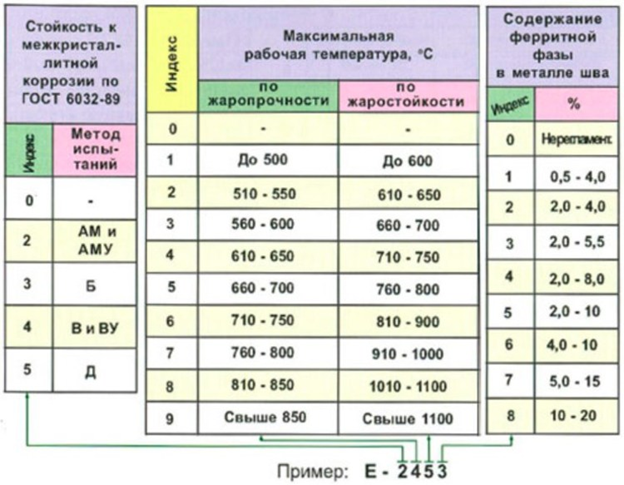
Zde je několik příkladů číselných zápisů:
- 5 – určuje odolnost svarového švu proti korozi;
- 1 – znázorňuje tepelnou odolnost vytvořené jizvy v určitém teplotním rozmezí;
- 4 – maximální teplotní rozsah, při kterém se nemusíte starat o technické vlastnosti jizvy. Pokud existují závorky, pak číslo představuje objem feritu ve vytvořeném svaru.
Stojí za zmínku, že označení obsahuje označení typu povlaku. Je důležité si uvědomit, že existují prvky, které se vyrábějí zcela bez povlaku. Tyto součásti se používají pro ohřev a nejsou určeny pro použití s invertorem nebo jinými svařovacími stroji.
Samotná prostorová poloha je také označena číslem. V našem případě lze elektrodu použít v libovolné poloze, nikoli však svisle – číslo 2. Názvy jsou však vyrobeny s následujícími označeními:
- 1 – univerzální použití;
- 3 – vhodné pouze pro horizontální použití nebo pouze pro vertikální použití;
- 4 – označuje, že elektrodu lze umístit pouze na dno vytvořených svarových spojů.
Je důležité, aby se: Číselné indexy jsou uznávanými mezinárodními standardy, které jsou regulovány nejen státním GOST, ale také světovou ISO.
Číslo “0” v našem příkladu ukazuje, že elektrodu lze použít pouze se stejnosměrným proudem s obrácenou polaritou. V opačném případě se tyč porouchá.
Kromě všeho výše uvedeného existuje speciální značení. Například písmeno „E“ znamená, že tyč je vyrobena s povlakem, který se taví během procesu svařování.
Přítomnost rozsáhlého značení značně usnadňuje proces výběru požadované elektrody. Pokud tedy znáte pouze jeden název elektrody, již obdržíte všechny potřebné informace, které vám pomohou zakoupit pouze správnou elektrodu.