Kapitola 7. Štípání krátkého dřeva – Studopedie
Účel a typy mechanických štípaček. Kulaté krátké klády štípané na skladech dřeva se dělí na palivové dříví používané jako palivo a technologickou surovinu vybranou pro výrobu štípaných polen a technologické štěpky. Palivové dříví se štípe na dvě části (o průměru 15 až 25 cm), na čtyři části (o průměru 26 až 40 cm) nebo na větší počet částí (o průměru nad 40 cm). Krátké klády určené k výrobě štípaných polen se nejprve štípou na čtyři nebo šest částí a poté se z každého polena vybere jádrová hniloba.
Ke štípání se používají mechanické štípací sekery. Klín se do dřeva zatlouká pohybem klínu nebo štípacího kolena. Klín se do polena zatlouká od konce a pohybuje se podél jeho vláken. U štípacích seker s pohyblivým klínem může klín vykonávat vratný pohyb.
z klikového mechanismu (obr. 7.1, a). U mechanických štípacích strojů s pevným klínem je poleno na klín tlačeno dorazem, který vykonává vratný pohyb pomocí hydraulického válce (obr. 7.1,6, b); takové štípací stroje se nazývají hydraulické. Polen lze na klín tlačit také pomocí plynule se pohybujícího řetězu (obr. 7.1, b); štípací stroje tohoto typu se nazývají řetězové štípací stroje.
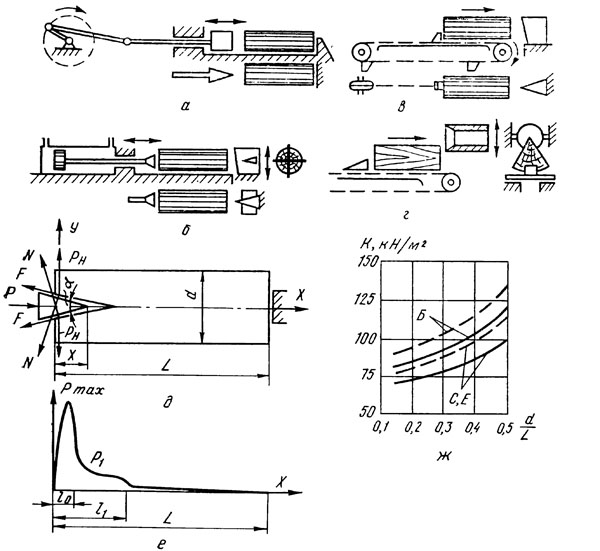
Obr. 7.1. Mechanické rozbočovače:
a — schéma mechanického štípacího sekáčku s posuvem z klikového mechanismu; b — schéma dvouklínového štípacího sekáčku s hydraulickým posuvem; c — schéma řetězového štípacího sekáčku; g — schéma stroje na vydlabávání hniloby; d — schéma sil působících na klín; e — změna P při zavádění klínu do kmene; g — grafy k = f(d: L); plná čára — dřevo sušené na vzduchu, tečkovaná čára — čerstvě nařezané dřevo
Rozdělení kulatiny na polovinu se provádí jedním svisle umístěným klínem (obr. 7.1, a, c); např.
Pro štípání na čtyři části je sekáček navíc vybaven vodorovnými klíny, které se pohybují nahoru nebo dolů a jsou instalovány uprostřed štípaného kmene (obr. 7.1, b). Pro štípání kmene na šest částí se používá hvězdicový klín (viz obr. 7.2,6, b). Pro vydlabávání hniloby se používá prstencový (obr. 7.1, d) nebo plochý vodorovně umístěný nůž.
Když se klín zatluče do dřeva, jeho boční hrany způsobí, že se v štípaném kmene vytvoří mezera, po které.
při kterém se čepel klínu již nedotýká dřeva. Změna podélné síly P na klín během štípání je charakterizována křivkou na obr. 7.1, c. V prvním okamžiku zapíchnutí klínu do dřeva do hloubky lo = L: (20-25), kde L je délka štípaného kmene, síla na klín prudce vzroste a dosáhne své největší hodnoty ^max, v kmenu se objeví trhlina. S dalším postupem síla na klín klesá na P = Pmax: (8-10). Když se klín prohloubí o hodnotu 1 = = L: (5-6), kmene se rozpadne na dvě části a síla na klín klesne na nulu. Hodnota L závisí na úhlu klínu a (s rostoucím a se snižuje U) a struktuře dřeva (sukovitost, kadeřavá vlákna atd.).
Síla Pmax, která musí být aplikována na klín, aby se poleno rozštěpilo (tj. aby se v něm vytvořila trhlina), závisí na řadě faktorů: úhlu klínu, druhu dřeva, délce, průměru polen atd.
Konstrukce mechanických rozbočovačů. Pro štípání kulatiny v dřevařských skladech se používají převážně řetězové a hydraulické štípačky; pro výrobu štípaných polen se používají kombinované stroje, které kombinují frézovací mechanismus pro odkorňování a nůž pro odstraňování hniloby z štípaných polen.
Řetězový štípač KTs-7 (obr. 7.1, c) má elektromotor o výkonu 10 kW, který pohání nekonečný deskový řetěz s dorazy pohybující se rychlostí 0,5-0,6 m/s; vzdálenost mezi dorazy je 2,5 m. Štípač je vybaven setrvačníkem. Klín je pevně uchycen a má proměnný úhel ostření – počáteční 20°, poté se mění na 30°. Polena jsou na klín natlačena dorazy řetězu a štípána na dvě části. Aby se zabránilo posunu polena směrem nahoru*, má klínový nůž sklon 75-80° k horizontu. Řetězové štípače tohoto typu jsou určeny pro štípání polen o délce až 1,25 m a průměru až 0,6 m. Průměrná odhadovaná produktivita štípače je 12-18 m3/h.
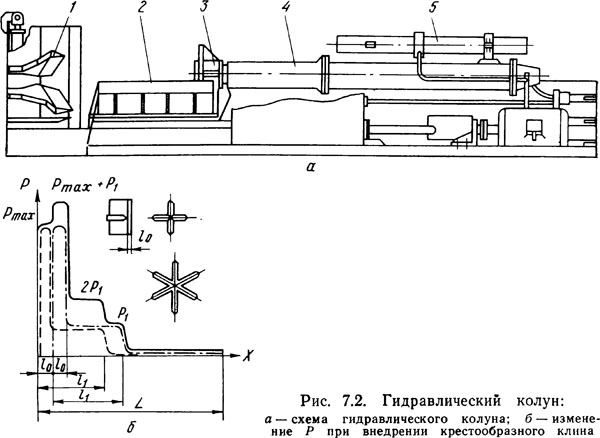
Hydraulický štípač JIO-46 (obr. 7.2, a) dokáže rozštípnout polena o délce 1,25 m a průměru až 1 m jedním zdvihem tlačného zařízení na dvě, čtyři nebo šest částí v závislosti na průměru polena. Štípač je vybaven křížovými a hvězdicovými klíny 1, které jsou vzájemně spojeny a mohou se pohybovat ve svislém směru (při štípání polena na dvě části se vodorovný a šikmý nůž spustí za štípací zónu). Polen je podáván do žlabu 2 a tlačným zařízením 3 je posouván na nože. Štípač je vybaven hydraulickým posilovačem 5, který vytváří zvýšený tlak v dutině pístu hydraulického válce 4, což umožňuje štípání obzvláště silných polen. Maximální síla na tlačném zařízení (při zapnutém posilovači) dosahuje 300 kN. Výkon elektromotoru pohánějícího hydraulický systém štípače je 17 kW. Průměrná doba trvání štípacího cyklu pro jedno poleno je asi 10 s. Průměrná vypočítaná hodinová produktivita štípače je asi 13 m3/h.
Stroj na výrobu štípaných kmenů H-10. Hniloba se vybírá z kmenů se sektorovým průřezem prstencovým nožem, který lze vertikálně posouvat pomocí volantu v závislosti na umístění hniloby v kmenu. Odkorňování kmenů se provádí řezačkou se šesti noži konkávního profilu a poháněnou elektromotorem o výkonu 17 kW. Kmeny jsou k noži a řezačce přiváděny dvouřetězovým dopravníkem, rychlost posuvu je 0,4 m/s, výkon motoru je 7,5 kW. Produktivita stroje je 4-6 m3/h (pro suroviny).
Kapitola 8 ŠTĚPKÁNÍ A TŘÍDĚNÍ DŘEVA
§ 8.1. ŠTĚPÁNÍ DŘEVA
Na skladech dřeva se větve, vrchní části, holé konce, nekvalitní dřevo, latě a desky zpracovávají na štěpku. Technologické štěpky jsou surovinou pro výrobu buničiny a papíru a hydrolýzy, stejně jako pro výrobu dřevěných desek. Palivové štěpky se přivádějí do pecí kotlů.
Kvalita technologických štěpků pro různé účely je charakterizována jejich velikostí, frakčním složením, stupněm kontaminace kůrou, hnilobou a minerálními nečistotami, složením dřevin a čistotou koncových řezů.
V souladu s GOST 15815-70 nesmí být technologické štěpky pro výrobu celulózy, dřevovláknitých desek a hydrolýzní výroby silnější než 5 mm a délky 15–25 mm podél vlákna; pro výrobu dřevotřískových desek je délka štěpky v rozmezí 20–40 mm a tloušťka nejvýše 30 mm (s přihlédnutím k jejímu následnému druhotnému mletí). Štěpky pro výrobu celulózy a dřevovláknitých desek musí mít rovnoměrné řezy bez zmačkaných hran; úhel mezi rovinou řezu a směrem vláken musí být 30–60°. Rozměry a frakční složení palivových štěpek nejsou regulovány.
Principy zařízení a metody výpočtu štěpkovačů. Dřevo a odpad nízké kvality se na štěpkovačích zpracovávají na štěpky řezáním noži. Štěpkovače se dělí na kotoučové – s noži umístěnými na koncové straně disku, a bubnové – s noži umístěnými podél tvořících přímek bubnu.
Kotoučový štěpkovač (obr. 8.1, a) se skládá ze svisle umístěného ocelového kotouče 1 o průměru 1 až 3 m, otáčejícího se úhlovou rychlostí co = 16 h-53 rad/s (150-500 ot/min). Na kotouči je upevněno 3 až 16 rovných nožů 3 s úhlem ostření ρ = 30 h-45°. Nože jsou umístěny podél poloměrů kotouče nebo mírně odsazeny od nich. Požadované uvolnění nožů h nad povrchem kotouče je zajištěno instalací speciálních obložení. V tělese kotouče podél břitu každého nože je průchozí štěrbina (patní štěrbina) 6, která slouží pro průchod nasekaných štěpků. Kotouč je zakryt pouzdrem 2. Drcený materiál je k kotouči přiváděn přes podávací žlab (sklíčidlo) 4. Dorazové nože 5 jsou umístěny ve spodní části sklíčidla.
Pro podávání materiálu působením gravitace je upínací sklíčidlo instalováno šikmo k horizontu pod úhlem cc = 45h-50o. Vzhledem k ose hřídele disku je upínací sklíčidlo v rovině posunuto o úhel a2 = 15h-500. Štěpané dřevo se posouvá po spodní části upínacího sklíčidla a opírá se svým koncem o povrch rotujícího disku a nože, provádějící čelní podélné a příčné řezání, z něj odřezávají podložky, které se již v okamžiku řezání rozpadají na menší částice (třísky). Třísky procházejí štěrbinami pod patkou na druhou stranu disku a padají na dopravník umístěný pod ním, nebo jsou zachyceny noži upevněnými na okraji disku a poháněny potrubím do cyklonu.
Rovnoměrnost velikostí štěpky závisí do značné míry na tom, jak těsně leží štěpaný materiál v upínacím sklíčidle štěpkovače. U strojů s malým počtem nožů (až šest) je v řezu jeden nůž, v důsledku čehož materiál v upínacím sklíčidle poskakuje a někdy se otáčí, což má negativní vliv na kvalitu štěpky. Tato nevýhoda je do značné míry eliminována u vícenožových strojů (s počtem nožů od 8 do 16). Při řezání dostatečně silného materiálu v nich každý následující nůž vstupuje do štěpaného kmene dříve, než z něj předchozí nůž vystoupí, tj. dochází k plynulému řezání, což stabilizuje pohyb štěpaného materiálu a výrazně zlepšuje kvalitu štěpky.
U štěpkovačů s plochým kotoučem (obr. 8.1, b) je podávání štěpkovaného materiálu k nožovému kotouči nerovnoměrné s proměnnou rychlostí, v důsledku čehož má část štěpků zmenšené rozměry po délce. Kromě toho je kontaktní plocha štěpkovaného materiálu s kotoučem malá, v důsledku čehož vzniká značný měrný tlak, který vede k drcení čelní plochy.
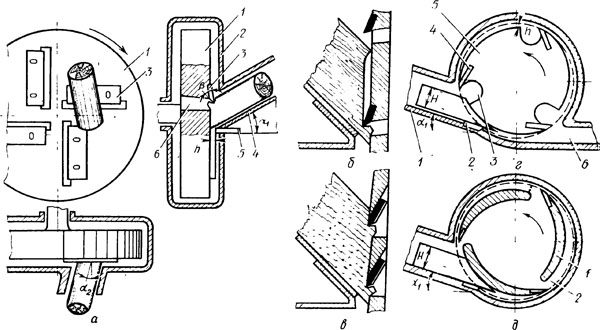
Obr. 8.1. Štěpkovače: a — schéma kotoučového štěpkovače; b — řezání na stroji s plochým kotoučem; c — řezání na stroji se spirálovým kotoučem; g — schéma bubnového štěpkovače s třískami vstupujícími do prohlubní patky; d — totéž s třískami vstupujícími do bubnu.
Výrazně lepší kvalitu štěpky zajišťují vícenožové štěpkovače se spirálovým kotoučem (obr. 8.1, c). U strojů tohoto typu je kotouč mezi noži tvořen spirálovými plochami vyrobenými tak, že když se plochy kotouče protínají s povrchem kruhového válce, jehož osa se shoduje s osou nožového kotouče, platí rovnost tg y = u0: w, kde y je úhel mezi stopou řezu a rovinou otáčení kotouče; u0 je složka rychlosti posuvu kolmá k rovině otáčení; r je vzdálenost řezu od osy otáčení nožového kotouče; o je úhlová rychlost nožového kotouče. Při ostření nožů se jejich zadní hrany také vyrábějí podél spirálových ploch, které jsou při instalaci nožů na kotouč zarovnány s povrchem kotouče. V tomto případě je rychlost posuvu dřeva konstantní, jeho kontakt s kotoučem se provádí po celém povrchu konce;
Bubnový štěpkovač (Obr. 8.1, g) se skládá z masivního ocelového bubnu 5 o průměru od 0,3 do 1 m, otáčejícího se úhlovou rychlostí 63-95 rad/s (600-900 ot/min). K povrchu bubnu je podél jeho tvořících přímek upevněno 2 až 12 rovných nožů 4, které vyčnívají nad povrch bubnu o hodnotu h. Úseky povrchu bubnu mezi noži jsou ohraničeny křivkou s proměnným poloměrem nebo kružnicí, jejíž střed je posunut vzhledem k ose otáčení bubnu; v důsledku toho se před noži vytvářejí prohlubně. Drcený materiál je do bubnu přiváděn přes upínací sklíčidlo 1, které má dorazové nože 2 a je umístěno pod úhlem si k horizontu a ig k rovině kolmé k ose bubnu. Nasekané třísky vstupují do prohlubní 3, které se nacházejí na povrchu bubnu před noži, a působením odstředivých sil jsou z nich vymrštěny do žlabu 6. U některých bubnových sekaček (obr. 8.1, d) vstupují třísky do dutého nožového bubnu 2 skrz štěrbiny 1 pod patkou a jsou z něj odváděny otevřeným koncem podél vodicího žlabu.
U bubnových štěpkovačů závisí délka štěpky / a úhel dopadu e na tloušťce štěpkovaného materiálu H. Do štěpkovače vstupuje materiál různé tloušťky, což má za následek štěpky, které nemají stejnou délku.
Snížení rozdílů v délce štěpky lze dosáhnout zvětšením průměru bubnu, ale to zvyšuje cenu štěpkovače.
Drcený materiál může být během řezání přiváděn k nožovému disku nebo bubnu nejen gravitací, ale také speciálním podávacím mechanismem nebo samoutahováním materiálu noži. V obou případech může být upínací sklíčidlo stroje umístěno šikmo nebo vodorovně (ai = 0); to snižuje nárazy materiálu na disk nebo buben, snižuje výšku prostoru, ve kterém se štěpkovač nachází, a zjednodušuje konstrukci vozidel, která materiál do stroje podávají. Podávací mechanismy* také drží drcený materiál během řezání, což pomáhá zlepšit kvalitu štěpky. Podávací mechanismus se skládá z několika vodorovných válců umístěných ve spodní části upínacího sklíčidla a nad ním. Horní válce se pohybují ve svislé rovině a upínají drcený materiál. Válečky umístěné u vstupu do upínacího sklíčidla mají velký průměr, což zajišťuje, že do nich je vtahován materiál značné tloušťky; válce sousedící s diskem nebo bubnem jsou vyrobeny co nejmenší, což umožňuje jejich co nejblíže k nožům; díky tomu déle drží zadní konce drceného materiálu, což vede ke zlepšení kvality štěpky. Někdy se instalují i vertikální válce.
U vícenožových kotoučových štěpkovacích strojů, které provádějí kontinuální řezání, je materiál podáván (i při ai=0) díky jeho samoutahování noži bez podávacích mechanismů.
Porovnáním bubnových a kotoučových štěpkovačů lze vyvodit následující závěry. Bubnové štěpkovače jsou jednodušší a lehčí než kotoučové; mohou pracovat na lehkém základu a někdy i bez něj; šířka štěpkovaného materiálu u bubnových strojů je neomezená a způsobuje pouze prodloužení bubnu, zatímco u kotoučových strojů vede zvětšení šířky materiálu k výraznému zvětšení průměru disku. Spolu s tím vede zvětšení tloušťky štěpkovaného materiálu (u kotoučových strojů docela přijatelné) u bubnových strojů k prudkému zhoršení kvality štěpky (široká škála jejich délek). V důsledku toho závisí volba typu štěpkovače hlavně na šířce a tloušťce štěpkovaného materiálu, tj. na velikosti vstupu. Pokud je požadován široký vstup s malou tloušťkou štěpkovaného materiálu (například při štěpkování vrstvy větví), je vhodné použít bubnové štěpkovače. S vysokým vstupem (řezání kulatiny) jsou vhodnější kotoučové stroje.
Při provozu bubnových a kotoučových štěpkovacích strojů dochází k podélnému a příčnému řezání dřeva od konce k konci, což lze vzhledem k velké tloušťce štěpky považovat za beztřískové řezání.
Konstrukce štěpkovacích strojů. V dřevařských závodech se pro výrobu technologické štěpky nejčastěji používají diskové štěpkovače. Bubnové štěpkovače se používají hlavně k drcení větví a výrobě palivové štěpky.
Diskový štěpkovač MRNP-10 má 16nožový kotouč o průměru 1270 mm, poháněný do rotace elektromotorem o výkonu 55 kW s úhlovou rychlostí 62 rad/s. Štěpkovaný materiál je do stroje přiváděn přes šikmý upínač s průřezem 250×250 mm. Štěpky jsou vyhazovány nahoru. Kapacita stroje je 10 pl. m3/h.
Diskový štěpkovač MRG-20N má 12nožový kotouč o průměru 1270 mm, poháněný do rotace elektromotorem o výkonu 90 kW s úhlovou rychlostí 62 rad/s. Štěpkovaný materiál je do stroje přiváděn horizontálním sklíčidlem o průřezu 420X220 mm samoutahováním. Štěpky jsou házeny dolů. Kapacita stroje je 20 shk m3/h.
Diskový štěpkovač MRNP-30 má 16nožový kotouč o průměru 1270 mm, poháněný do rotace elektromotorem o výkonu 90 kW s úhlovou rychlostí 77 rad/s. Štěpkovaný materiál je do stroje přiváděn přes šikmý upínač s průřezem 250×250 mm. Štěpky jsou vyhazovány nahoru. Kapacita stroje je 30 pl. m3/h.
Děrovací stroj MRNP-ZON má stejné parametry jako stroj MRNP-30, ale vyhazování třísek u tohoto stroje probíhá směrem dolů.
Diskový štěpkovač MRG-40 má 16nožový kotouč o průměru 1600 mm, poháněný do rotace elektromotorem o výkonu 160 kW s úhlovou rychlostí 62 rad/s. Štěpkovaný materiál je do stroje přiváděn horizontálním sklíčidlem o průřezu 525X350 mm samoutahováním. Vyhazování štěpek je směr nahoru. Kapacita stroje je 40 pl. m3/h.
Štěpkovač MRG-40N má stejné parametry jako stroj MRG-40, ale tento stroj vyhazuje štěpky směrem dolů.
Bubnový štěpkovač LO-56 je určen ke zpracování větví a vršků na štěpku vhodnou pro výrobu dřevěných desek. Stroj má 6nožový buben o průměru 900 mm, poháněný elektromotorem o výkonu 170 kW. Podávací mechanismus je poháněn válci, rychlost posuvu je 1,34 m/s, produktivita stroje je 40 pl. m3/h.
Bubnový štěpkovač DU-2A je vybaven bubnem se 4 noži o průměru 600 mm. Podávací mechanismus je poháněn válci. Celkový výkon elektromotorů* je 75 kW, kapacita stroje je 10 pl. m3/h.
Integrované zpracování kulatiny. Spolu s výrobou štěpky z pilařského odpadu jeho drcením v štěpkovačkách se používají frézovací-ohýbací a frézovací-pilovací jednotky, které současně řežou trámy nebo řezivo s čistými hranami a vyrábějí technologickou štěpku.
Průmyslově vyráběná linka pro kamenné zpracování kulatiny (LAPB) se skládá ze sekvenčně uspořádaných frézovacích a řezacích kotoučů a vícepilového stroje pro podélné řezání. Jednotka pro primární frézování kulatiny se skládá ze dvou horizontálních frézovacích hlav vybavených sadou jednobřitých kotoučových fréz. Spodní hlava je upevněna na stacionární základně a horní na podpěře. Během primárního frézování se tvarují horní a spodní plochy tvarovaného dřeva. Během sekundárního frézování se tvarují boční plochy tvarovaného dřeva a čistí se plochy vytvořené během primárního frézování.
Frézovací hlavy sekundární frézovací jednotky se skládají ze sady fréz různé konstrukce a účelu. Boční jednobřité frézy jsou konstrukčně podobné frézám primární frézovací jednotky. Jsou navrženy k vytvoření bočních ploch nosníku. Frézy instalované ve střední části hlavy jsou vyrobeny jako vícebřité a jsou určeny k čištění ploch nosníku. Pilová jednotka se skládá z bloku kotoučových pil upevněných na jedné hřídeli. Vodicí nože jsou instalovány za pilami.
Požadované velikosti technologických štěpek se dosahují synchronizací rychlosti otáčení řezaček a rychlosti posuvu klád. Posuv klád k jedné řezačce je 15-25 mm. Linka LAPB-1 zpracovává klády o průměru 14 až 24 cm a délce 4,5-6,5 m, rychlost posuvu klády je 0,4; 0,5 a 0,6 m/s. Instalovaný výkon elektromotorů je 350 kW. Výkon řeziva tvoří asi 48 % objemu zpracovávaných surovin, technologických štěpek – asi 35 %.
Líbil se vám článek? Přidejte si ji do záložek (CTRL+D) a nezapomeňte ji sdílet se svými přáteli: